

Designing a Transformer

Part 4: Understanding Power Transformer Noise
What is noise?
Sound is essentially the vibration or movement of air or another medium, which is perceived by the ears of humans or animals. As noise, often described as an unwelcome sound, can dis...
Part 3: Physical Design Calculations
After calculating the core size and wire sizes, it is time to do some physical calculations to see if the right material was chosen. In this part, we will calculate the coil length, the fill of eac...
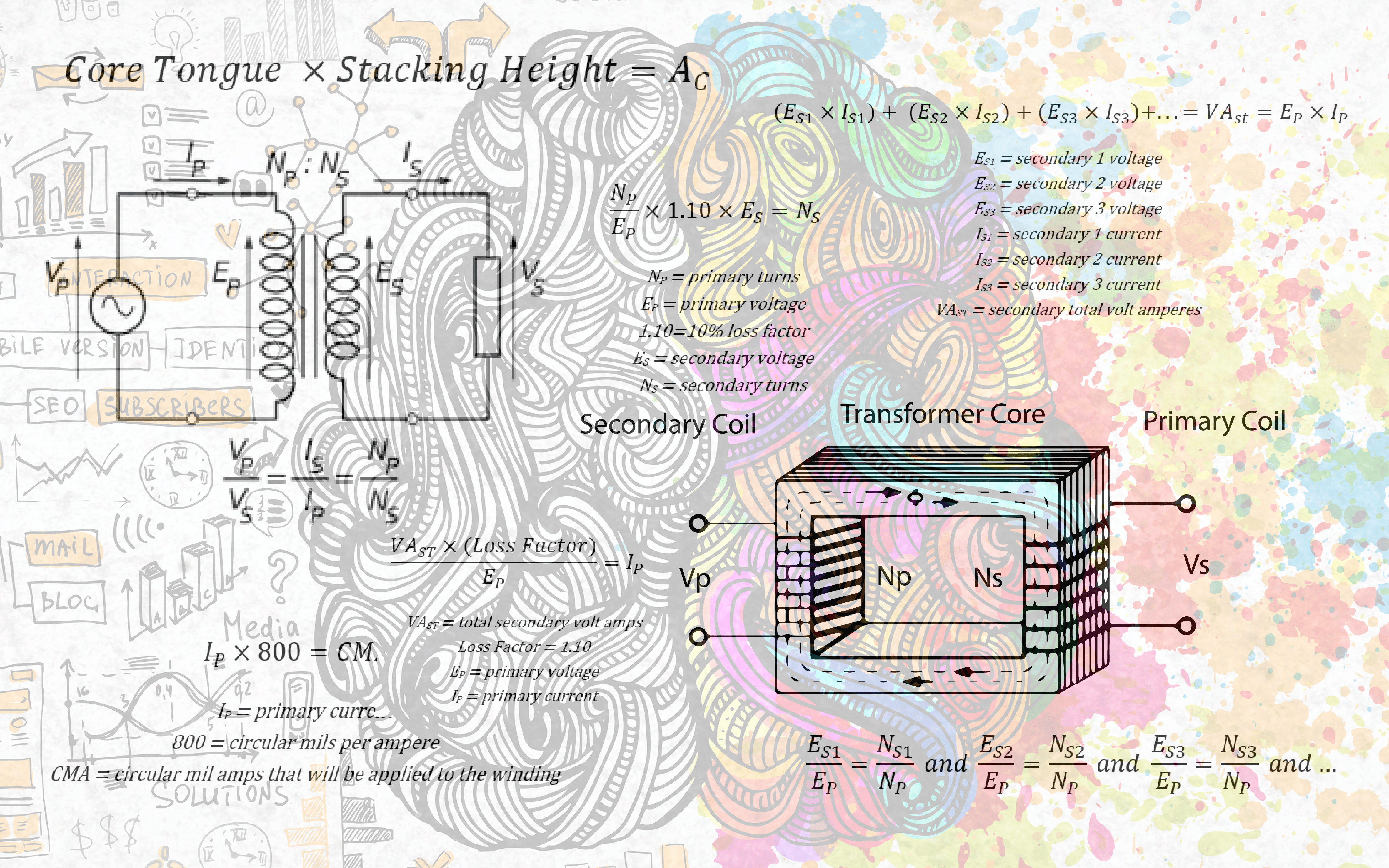
Part 2: Designing a Single-Phase Power Transformer
Single-phase power transformers are the backbone of electronics. In this section, we will delve into the math of the design process by calculating voltages, currents, turns for each winding, choosi...
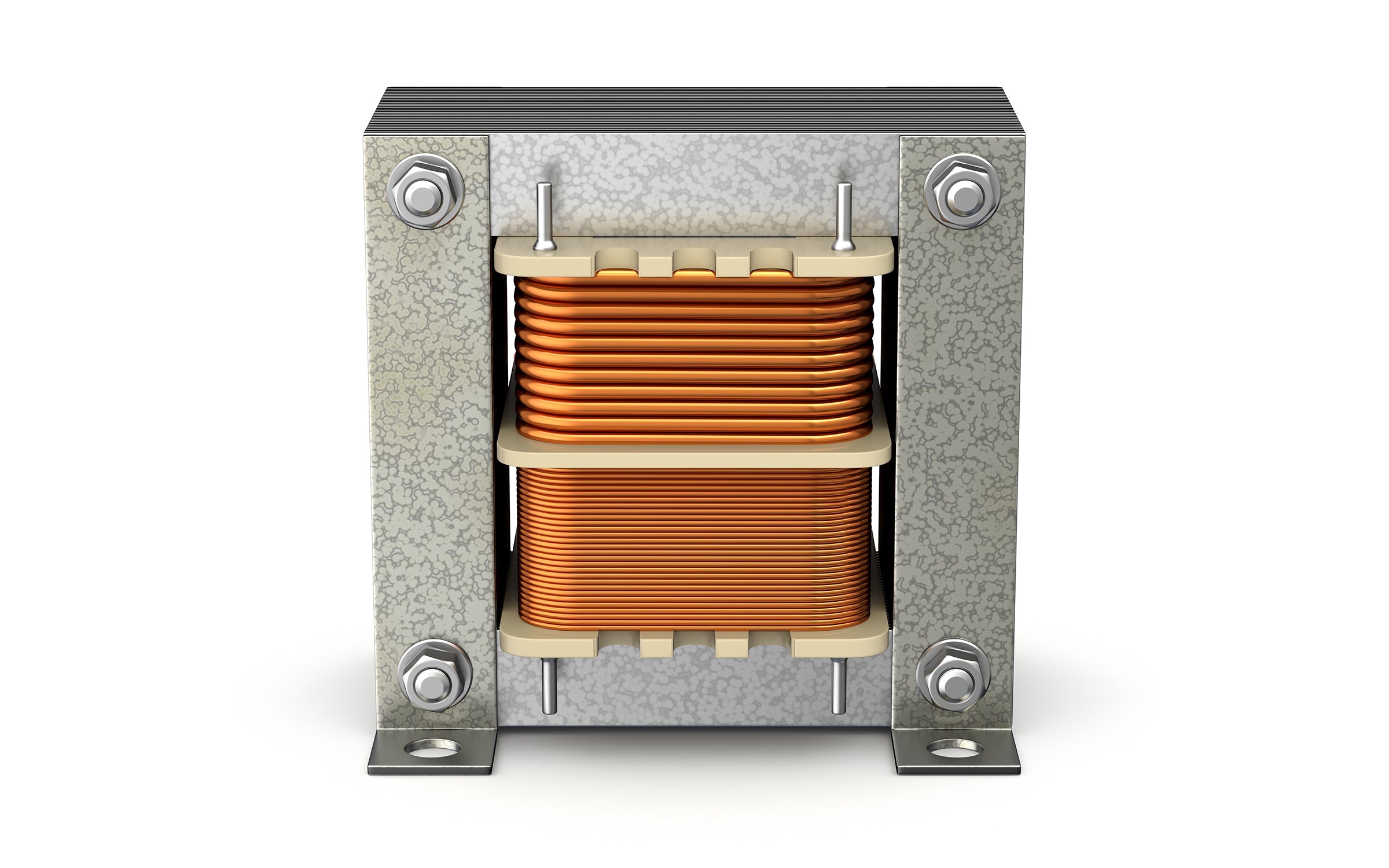
Part 1: The Basics
This is Part 1 of a multi-part blog series that will cover the basics of transformer design. Part 1 of this blog series covers the basic transformer theory, parts of a transformer, and transformer ...